![]()
ГальванопластикаЮ. АфанасьевФайл с книжной полки Несененко Алексея В середине прошлого века русский академик Б. С. Якоби открыл способ изготовления изделий и снятия копий с предметов с помощью электролитического осаждения металла из водного раствору его соли. Способ был назван гальванопластикой. В наше время это выдающееся открытие широко используется в машиностроении, авиации, космонавтике, радиоэлектронике, электротехнике и многих других областях техники.
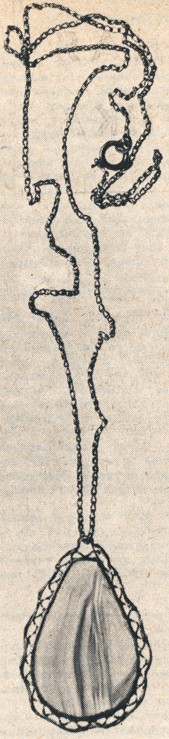
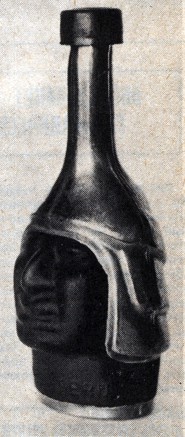
Вместе с тем гальванопластика — доступная, увлекательная и благодарная область любительского творчества. Пользуясь ее технологией, моделист получает возможность делать сложнейшие детали своих конструкций из металла. Для этого достаточно изготовить деталь из пластилина, металлизировать ее и после удаления основы иметь эту деталь уже в металле. В художественном творчестве металлизированные предметы из пластмассы, дерева, кружев могут выступать в качестве законченных художественных произведений или составных частей изделий. Скульптуру из пластилина или гипса вы сможете перевести в металл и надолго сохранить, украсить металлической оправой или накладным орнаментом керамические и стеклянные предметы, оправить металлом камень, янтарь, дерево. Совершенно необычайные возможности открывает металлизация растений, цветков, насекомых. Трудно даже перечислить все, что можно сделать с помощью гальванопластики. Для того, чтобы заняться этим интересным делом, надо прежде всего собрать гальваническую установку и освоить технику работы с ней. Материалы, необходимые для этого, широко доступны, процесс электролиза не сопровождается вредными выделениями, и при соблюдении элементарной осторожности работа с установкой безопасна. Здесь будет рассказано о нанесении медного покрытия как самого простого и доступного в любительских условиях. В принципе можно осаждать и другие металлы — серебро, никель, хром и т. д. Но в этом случае потребуются более дорогостоящие вещества, причем многие из них не безвредны, усложняется технология. Интересующиеся могут найти сведения на этот счет в специальной литературе. Любительская гальваническая установка состоит из ванны с электролитом, анодной пластины, катодной штанги, источника постоянного тока на 6 — 12 вольт, амперметра и реостата. Гальваническое осаждение металла на поверхности предмета возможно лишь тогда, когда поверхность эта или весь предмет являются проводниками электрического тока, Поэтому для изготовления моделей или форм желательно использовать металлы. Наиболее подходят для этой цели легкоплавкие металлы: свинец, олово, припои, сплав Вуда. Эти металлы мягки, легко обрабатываются слесарным инструментом, хорошо гравируются и отливаются (см. «Наука и жизнь» № 10, 1979 г.). После наращивания гальванического слоя и отделки металл формы выплавляют из готового изделия.
Однако наибольшие возможности для изготовления моделей все же представляют диэлектрические материалы. Чтобы металлизировать такие модели, нужно придать их поверхности электропроводность. Успех или неудача в конечном итоге зависят в основном от качества токопроводящего слоя. Слой этот может быть нанесен одним из трех способов. Самый распространенный способ — графитирование, он пригоден для моделей из пластилина и других материалов, допускающих растирание графита по поверхности. Следующий прием — бронзирование, способ хорош для моделей относительно сложной формы, для разных материалов, однако за счет толщины бронзового слоя несколько искажается передача мелких деталей. И, наконец, серебрение, пригодное во всех случаях, но особенно незаменимое для хрупких моделей с очень сложной формой — растений, насекомых и т. п.
Выбор токопроводящего слоя зависит от материала, из которого сделан предмет, его конфигурации, фактуры поверхности и, конечно, от имеющихся в распоряжении веществ. ПОДГОТОВКА ПОВЕРХНОСТИПрежде чем нанести токопроводящий слой, модель нужно подготовить: устранить гигроскопичность поверхности, обеспечить прочное сцепление токопроводящего слоя с основой. Дерево, кружева, гипс и все другие гигроскопичные материалы пропитываются горячей натуральной олифой или расплавленным парафином (воском). При серебрении предметов с гладкой поверхностью, а также пропитанных олифой или парафином необходим подслой, прочно держащийся на основе и хорошо удерживающий двухлористое олово (SnCl2), необходимое для создания токопроводящего слоя. Подслой может быть из нитролака, лучше матового, клея БФ, коллодия и т. п. Для предметов с тонкими деталями лак или клей надо делать более жидкими. Хороший подслой дает алюминиевая пудра (краска «под серебро»), которую замешивают на нитролаке или клее БФ-2 (красят кисточкой или окунанием). Можно нанести алюминиевую пудру и на сырую лаковую пленку. Полезно крашеную или лакированную поверхность заматировать, облив ее несколько раз 50% раствором ацетона в воде. При серебрении без подслоя поверхность предмета обезжиривается раствором любого моющего средства, бензином или ацетоном. НАНЕСЕНИЕ ТОКОПРОВОДЯЩЕГО СЛОЯГРАФИТИРОВАНИЕ. Если в вашем распоряжении нет готового порошка графита, его можно приготовить из грифелей простых мягких карандашей. Грифели нужно тщательно истолочь и просеять через вчетверо сложенный капроновый чулок. Слой начинают наносить густым опудриванием предмета графитом, который затем растирают кистью, тем более жесткой, чем прочнее поверхность, или матерчатым тампоном, слегка смоченным машинным маслом. Графитируют до получения черной блестящей пленки. Для ускорения работы можно использовать графит, растертый с клеем БФ-2 (для уменьшения вязкости его несколько разбавляют спиртом). Клей наносят на модель кистью. Но поверхность в этом случае получается более грубая и зернистая. Графит обладает большим электрическим сопротивлением, поэтому осаждение меди начинается в месте присоединения контактного проводника, и только через некоторое время (иногда продолжительное) весь предмет оказывается покрыт слоем металла. Случается, что по разным причинам некоторые места не затягиваются медью. Тогда модель из ванны вынимают, промывают, сушат, дополнительно покрывают графитом незатянувшиеся места и снова помещают в ванну. Осаждение ведут при минимальной для данной площади плотности тока.
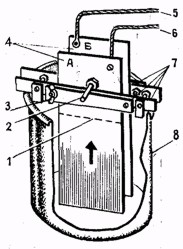
БРОНЗИРОВАНИЕ. Выполняют с помощью бронзового порошка (продается в комплекте «Краска бронзовая») и двухлористо-го олова. Небольшие предметы окунают в жидкий нитролак (НЦ-222, НЦ-218) или клей БФ-2. Затем, быстро стряхнув капли лака, густо обсыпают бронзовым порошком. Излишки его удаляют. На более крупные предметы наносят кистью клей БФ-2 (здесь замена другим клеем или лаком не допускается) и по высохшей клеевой пленке кистью же наносят бронзовый порошок, смешанный с ацетоном до полужидкой консистенции. Очень важно, чтобы клеевой слой был без пропусков и пузырей, а порошок наложен ровным слоем. После просушки и последующей промывки бронзированную поверхность смачивают раствором двухлористого олова (5 г на 20 мл воды) в течение одной минуты, а затем промывают в проточной воде. Если поверхность не полностью смачивается водой, обработку оловом повторяют. После промывки модель помещают в ванну. Электропроводность получившегося слоя хорошая, осаждение меди ведется током средней плотности. Незатянувшиеся места бронзируют снова, начиная с клея БФ. СЕРЕБРЕНИЕ. Получить токопроводящую пленку с минимальным искажением фактуры поверхности можно способом серебрения. Серебрение — процесс «мокрый», он протекает в водном растворе азотнокислого серебра — ляписа (AgNO3). В аптеках продается «Ляписный карандаш», в составе которого содержится примерно 0,3 г AgNO3. Мелко истолченный ляписный карандаш растворяют в воде. Подготовленный предмет предварительно помещают в раствор двухлористого олова (2,5 г на 100 мл воды). Хороший результат дает только свежеприготовленный раствор. Время обработки от 5 до 60 минут. Поверхность должна полностью смачиваться водой. После тщательной промывки в проточной воде (важная операция!) в течение 1—2 минут предмет активируется в растворе ляписа (0,6 г на 100 мл воды). После растворения ляписа в склянку приливают 3—6 мл аптечного 10% нашатырного спирта до растворения осадка и исчезновения мути. Активируют окунанием в течение 2—20 минут (по мере истощения раствора аммиачного серебра время активации увеличивается). Активированная поверхность на свету темнеет, что может служить признаком пригодности растворов и качества активации. Двухлористое олово восстанавливает ионы серебра до металла, и поверхность предмета приобретает удовлетворительную электропроводность. Активированный предмет сушат без промывки и сухим помещают в ванну. Осаждение меди ведут током средней плотности. Слой серебра чрезвычайно тонок и непрочен, поэтому требует самого осторожного обращения. Есть и еще один способ получения серебряной токопроводящей пленки, совершенно не искажающий фактуру поверхности предмета. Обработанную двухлористым оловом поверхность смачивают (кисточкой или обливанием) раствором ляписа (1 г ляписа на 10 мл дистиллированной воды) и выставляют на прямой солнечный свет, обеспечив равномерное освещение со всех сторон. Через некоторое время поверхность потемнеет, тогда ее снова смачивают раствором и помещают на солнце и т. д. В конце концов она приобретет черный с блеском цвет и высокую электропроводность. При таком способе серебрения можно обойтись и без двухлористого олова. Если же поверхность плохо смачивается водным раствором ляписа, вместо воды следует взять спирт или водку. Этот способ дает хороший результат, но требует времени и терпения. Хранить растворы серебра надо в темном месте. ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКАОтветственной операцией является электрическое соединение токопроводящего слоя с минусом источника тока. Для соединения используется отожженный и очищенный медный провод диаметром 0,2 — 0,5 мм или шинка — полоска мягкой фольги, к которой припаян конец контактного провода. К модели шинку прикрепляют резиновыми колечками или нитками. Положение ее надо периодически менять, чтобы медь осела и под ней и чтобы шинка не приросла к медному слою. Зачищенным концом контактного провода можно обмотать предмет. Провод иногда прикрепляют к модели еще до нанесения токопроводящего слоя. Для более быстрого осаждения первоначального слоя меди полезно увеличить количество контактных проводников: от основного проводника сделать ответвления, концы которых прикрепить в разных местах, преимущественно в углублениях, где отложение меди идет в меньшем количестве. Модели из пластилина или гипса еще при изготовлении снабжаются проволочным стержнем, который служит подвеской и основным проводником. Односторонние модели из пластилина следует делать на плоском основании из тонкого изоляционного материала. Токопроводящий слой наносится не только на модель, но и. на примыкающие к ней участки основания в виде полей шириной 10 — 15 мм. На них закрепляются основной контактный проводник (он же подвеска) и все ответвления. После наращивания слоя меди и удаления пластилина поля обрезают. Если нужно металлизировать не весь предмет, то части его, на которых металла быть не должно, закрывают слоем парафина или воска. Эти вещества растворяют в бензине и наносят кисточкой. РАСЧЕТ ТОЛЩИНЫ ПОКРЫТИЯЧтобы получить слой меди заданной толщины, нужно в цепи ванны установить определенный ток и знать время, в течение которого толщина меди достигнет желаемой величины. Для этого необходимо подсчитать площадь поверхности предмета. При сложной конфигурации поверхность разделяется на отдельные части, площади которых могут быть подсчитаны и суммированы. Зная площадь поверхности, можно вычислить массу осажденной меди при заданной толщине слоя по формуле М = (S * 0.9) * C где М — масса меди в граммах, S — площадь в см2, C — толщина в мм. Время, необходимое для отложения такого количества меди, и величина тока в ванне обратно зависимы: время сокращается, если увеличивать ток. Однако на практике ток нельзя увеличивать исходя только из желания ускорить процесс. Дело в том, что при повышении некоторого предела качество осадка меди ухудшается: появляются шероховатости, шишкообразные наросты, на углах и выступах образуется темный сыпучий осадок. При слишком малом токе процесс затягивается на долгое время, а в углубленных местах осадка меди может не быть вовсе. Для получения хороших результатов важно, чтобы ток имел определенную плотность, то есть величину, приходящуюся на единицу площади модели. В любительской практике плотность тока может быть от 0,5 до 1,5 ампера на кв. дециметр (А/дм2). Выбор плотности тока зависит от конфигурации модели и фактуры ее поверхности. Например, для плоских предметов, особенно если предполагается их последующая механическая обработка, можно взять верхний предел плотности. Для предметов с тонкими деталями, где важно получить гладкую поверхность, — нижний предел. Величину тока, которую нужно установить реостатом в цепи ванны при выбранной плотности тока, определяют по формуле I = D • S, где I — ток в амперах, D — плотность тока в А/дм2, S — площадь поверхности в дм2. Можно подсчитать и сколько времени займет металлизация М, Т = M / (1,2 • I) где Т — время в часах, М — масса меди в граммах, I — ток в амперах. Рабочую величину тока устанавливают только после окончания затяжки поверхности первоначальным слоем меди и уже с этого момента ведут отсчет времени. Гальванопластическая медь из простого сернокислого электролита имеет розовый цвет, и этот цвет подходит далеко не ко всем изделиям. Поэтому нередко приходится предпринимать дальнейшую декоративную отделку омедненных предметов. Их поверхность можно серебрить, тонировать под бронзу или окрашивать химическим способом в иные цвета. ОБОРУДОВАНИЕ ЛЮБИТЕЛЬСКОЙ ГАЛЬВАНИЧЕСКОЙ УСТАНОВКИ
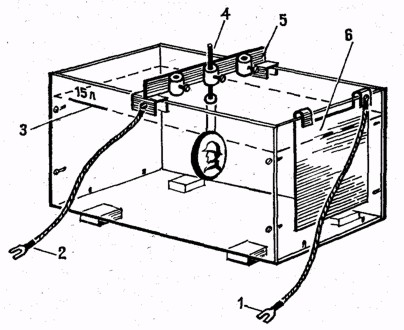
Электролитическая ванна. Анод. Катодная штанга. Ванной может служить прочный сосуд из стекла, оргстекла, винипласта прямоугольной формы емкостью 15—20 литров. Можно использовать стеклянный аквариум для рыб, но все его металлические части следует тщательно изолировать эпоксидной смолой. Под ванной неплохо иметь поддон, например, из фотокюветы.
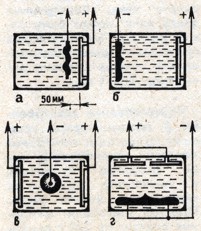
Особенностью гальванопластического процесса является относительно неравномерное осаждение металла на выступающих и углубленных местах металлизируемых предметов: на выступах толщина осадка больше. Эта неравномерность сглаживается с увеличением расстояния от анода до катода (катодом является металлизируемый предмет). Поэтому, чем выше рельеф поверхности предмета, тем дальше от анода следует его размещать. Полезно иметь несколько анодов, причем суммарная площадь их должна в 2—3 раза превышать площадь катода. Это также способствует получению равномерных по толщине осадков меди. Катодная штанга — это приспособление, на котором подвешивается предмет и осуществляется его контакт с минусом источника постоянного тока. Конструкция этого узла может быть самой разной. При небольших предметах можно обойтись просто куском провода диаметром 0,5—1 мм. Приготовление электролита. В гальванической установке происходит электролиз раствора сернокислой меди (медного купороса), в результате на катоде осаждается чистая медь. Простой электролит меднения состоит из 720 г сернокислой меди, 27 мл серной кислоты. И все доливается водой до 1 литра. Концентрация растворенного вещества выражается в граммах на один литр раствора, а не на литр воды, так как объем раствора будет больше объема взятой воды. Поэтому сначала берут 2/3 нормы воды, растворяют в ней расчетное количество соли меди. Раствор остужают и фильтруют. Затем осторожно, тонкой струей при помешивании приливают серную кислоту. Раствор сильно разогревается, и его следует охлаждать. Внимание! Нельзя лить воду в кислоту — кислота при этом разбрызгивается и может вызвать тяжелые ожоги кожи и глаз. В остывший электролит доливают воду до заданного объема. Для электролита годится медный купорос и аккумуляторная кислота, продающиеся в магазинах хозтоваров. Приготовленный электролит заливают в ванну и отмечают на ее стенке верхний уровень жидкости. Дело в том, что за счет испарения воды происходит постепенная убыль электролита, которая восполняется доливкой воды до первоначального уровня. Количество сернокислой меди в электролите практически не меняется, а количество серной кислоты со временем снижается. Чтобы не допустить чрезмерного снижения кислотности, что плохо влияет на качество осадка меди, полезно измерить ареометром удельный вес (плотность) свежеприготовленного электролита и в дальнейшем при необходимости корректировать серной кислотой его состав до достижения исходной плотности. Ареометры для контроля автомобильных аккумуляторов имеются в продаже. С корректировкой электролит может работать в течение многих лет. Рабочая температура электролита 18 — 24°С. На 1 кв. дм металлизируемой поверхности должно быть 3—4 литра электролита. В процессе работы электролит загрязняется, и его следует возможно чаще фильтровать через плотную ткань, например, сукно. Источник постоянного тока. Реостат. Для электропитания гальванической ванны можно использовать любой из имеющихся в продаже выпрямителей для зарядки автомобильных аккумуляторов: они дают ток до 4—7 ампер при напряжении 6 и 12 вольт и имеют встроенный амперметр. Выпрямитель можно собрать и самостоятельно. По соображениям безопасности ток в 10 ампер является предельно допустимым для любительской гальванической установки. Для регулировки протекающего через ванну тока необходим реостат — проволочный, ламповый или жидкостный. Для любителей наиболее доступны два последних — их несложно сделать самим. В ламповом реостате используется сопротивление нити накала осветительной лампы. Чем больше мощность лампы — тем меньше ее сопротивление. Лампы на 127 В имеют меньшее сопротивление, чем такие же на 220 В, например, 200-ваттные лампы имеют «холодное» сопротивление соответственно 6,5 и 17 Ом. При параллельном включении нескольких ламп общее сопротивление реостата будет уменьшаться, а протекающий через него ток возрастать. Вначале включают одну лампу, скажем, 100 Вт, и по амперметру наблюдают установившуюся величину тока. Затем, изменяя количество включенных ламп и их мощность, регулируют ток в ванне в соответствии с расчетом. Применять ламповый реостат целесообразно при токе, не превышающем 2,5 А. Жидкостный реостат позволяет плавно регулировать ток. Одна из возможных конструкций показана на рисунке. При работе реостата выделяются горючие газы — кислород и водород, поэтому вблизи от работающего реостата нельзя пользоваться открытым огнем и курить. Нельзя вынимать электроды из раствора, не отключив ток. Рассчитывают реостат, исходя из приблизительной нормы: на один ампер тока должно быть не менее 0,5 литра раствора соды и 15—20 см2 погруженной в раствор площади каждого электрода. Любой реостат должен по мощности соответствовать протекающему через него току. Сигналом о несоответствии служит чрезмерный нагрев (свыше 80 °С). В этом случае в проволочном реостате следует увеличить диаметр проволоки, а в жидкостном увеличить объем раствора. Перед включением гальванической установки в работу реостат должен быть установлен на максимальное сопротивление. Файл с книжной полки Несененко Алексея |
![]()